


6S安全哲學:從被動應對到主動防御
2025-05-16
【概要描述】在現實生活中,矯形技術主要用于鋼材的生產和加工過程中。本篇屬于過程工業及設備系列文章之一,今天小編著重探討一下鋼材的矯形相關知識點,文章有點長,請您耐心往下看。
【概要描述】在現實生活中,矯形技術主要用于鋼材的生產和加工過程中。本篇屬于過程工業及設備系列文章之一,今天小編著重探討一下鋼材的矯形相關知識點,文章有點長,請您耐心往下看。
在電影《鋼鐵俠》中,鋼鐵戰衣是由許多小塊金屬構成的,這些金屬塊可以通過電子信號進行精確的控制,使得戰衣可以靈活地移動和變換形狀。這種技術的實現,實際上就是一種矯形技術的應用。雖然鋼鐵戰衣是一個虛構的例子,但它激發了人們對矯形技術在現實生活中的應用思考,也展示了矯形技術在改善材料性能和形狀方面的作用。
在現實生活中,矯形技術主要用于鋼材的生產和加工過程中。本篇屬于過程工業及設備系列文章之一,今天小編著重探討一下鋼材的矯形相關知識點,文章有點長,請您耐心往下看。
在過程設備制造之前(主要指壓力容器),所使用的原材料主要是鋼材、型材或鋼管等等,由于軋制、運輸和存放過程,有可能產生一些變形。所以在使用之前,一定要對材料進行矯形。
鋼材
不僅如此,即使存放或運輸沒有發生變形,所制造的設備對原材料的要求很高,如ASME標準,在這種情況下也需要對原材料進行矯形。

ASSM標準銘牌
另外,如果對于鋼板的平面度要求很高,出廠材料不能滿足精度要求的情況下也要對材料進行矯形。
還有,在設備制造過程之中,尤其是焊接加工,很有可能造成設備或者零部件的變形,在這種情況下也需要矯形。

焊接加工中
材料矯形的定義
所謂矯形,其實質是根據中性層1調整纖維的長度,使長的纖維變短,短的纖維變長,或者以長纖維為基準,讓短纖維被拉長,從而實現整體結構的調整和矯正。這種調整可以幫助整個結構保持穩定并達到所需的形狀和功能。
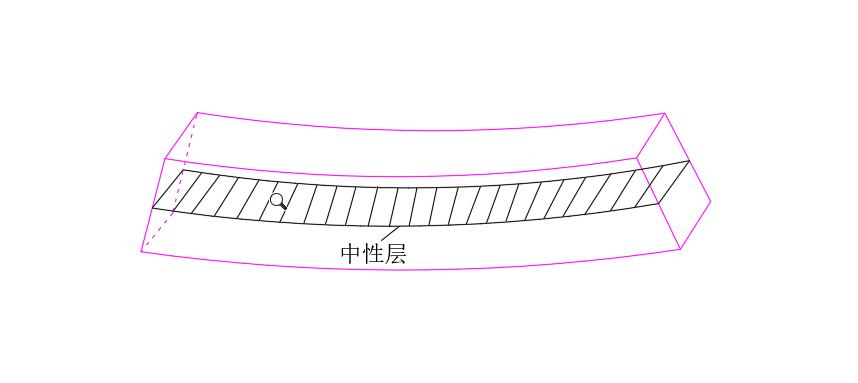
中性層示意圖
材料矯形的兩種方法
首先聊一下手工矯形。
手工矯形就是使用手錘的方式對材料有凸起的位置表面進行敲擊,從而使已經存在的凸起或者缺陷,產生塑性變形達到矯正的目的。但是要注意手工矯形有可能造成材料表面形成劃痕或者凹坑,從而影響到材料表面質量,同時手工矯形存在勞動強度大,效率較低的缺點,一般情況下用機械矯形,沒有辦法矯正的時候采用手工矯形的方法來進行矯正。
再看機械矯形,也稱為冷矯正法,主要是通過不加熱的方式矯形,機械矯形按照使用的工具或者矯形的方式可以分為以下幾種類型:
1、拉伸機矯正
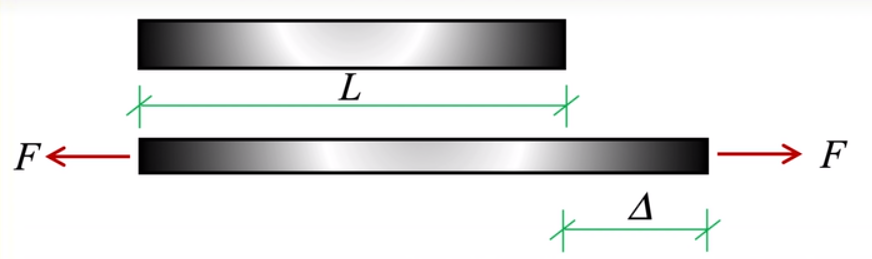
拉伸示意圖
對于鋼板,如果中間有彎曲或者瓢曲(瓢曲指鋼板因橫向和縱向都出現彎曲)的變形,拉伸機拉住鋼板或者型材的兩端,給它一定的限力裝置2,在外力的作用下,彎曲的位置就會傾向于變直,從而產生塑性變形3達到矯正的目的。這種拉伸機矯正的方法,優點在于不會損害材料表面質量,不會形成凹坑和壓痕等,只適合于薄板的瓢曲、型材的矯正和管材的矯正,不適用厚鋼板矯正。
2、壓力機矯正
壓力機矯正原理
如果發現板材或者是型材的變形有一個凸起。兩端凸起的位置給它支撐,在另外一個方向用壓頭外力壓彎,從而使得已經存在的變形恢復,可以達到每米長度上有一個毫米的精度,一般用于板材、型材、管材的局部矯正。
3、滾式矯板機

滾式矯板機示意圖(來源于網絡)
用于板材的矯正,滾式矯板機上下分別有兩排輥子,將需要矯正的鋼板放在輥子中間,然后上滾下壓,產生彈性變形的那個位置,
能夠看到鋼板由上下輥子給它壓緊,在矯正過程中鋼板又產生了變形,產生的這些變形是彈性變形4,矯正完成之后又可以恢復。如果上面有凹坑或者是凸起,凸起的位置會產生一個比較大的變形,而比較大的彎曲或者是拉伸就會使得鋼板的表面形成塑性變形,從而彈性變形恢復,塑性變形維持在原來的狀態能夠把凹坑或者是凸起給它矯正過來。
滾式攪板機矯正,可以將鋼板上的所有的變形一次性矯正成功,所以效率比較高適用于鋼板的矯正,至于輥子的數目需要根據鋼板的厚度確定。
4、斜輥的矯管機

斜輥矯管機示意圖(來源于網絡)
斜輥矯管機,主要用于管材和棒材的矯正,對型材的矯正由于型材潔面的特殊性,需要特殊的與型材潔面相配合的輥子來進行矯正,輥子的端面正好是型材的內表面和外表面,然后兩個輥子之間配合好,然后進行對型材的矯正,這種對于型鋼的矯正一定要和相適應的輥子和型材相配合才能夠矯正,防止在這個矯正過程之中,產生扭曲或者是對型材潔面的破壞。

管材(來源于網絡)

型材(來源于網絡)
5、火焰矯形
除了幾種機械矯形,還有一種火焰矯形。火焰矯形主要用于機械矯形沒有辦法實施的位置,比如在設備制造過程當中,已經形成了復雜結構,如果發生了變形,就可以采用火焰矯形的方法。

火焰矯形(來源于網絡)
如果在材料的表面有一個凸起,火焰加熱的時候,加熱的是凸起的外表面的位置(纖維長的位置),在火焰的作用下溫度升高膨脹,由于受到其他溫度低的材料限制,內部產生壓應力5,溫度升高的時候,壓應力就有可能超過他的屈服極限6,從而長纖維長的地方產生塑性變形,冷卻之后這部分纖維實際長度縮短達到了矯形的目的。
在設備制造中間,由于運輸、焊接、組裝等一系列的因素使局部產生變形,都可以采用火焰矯形的方法。
矯形相關詞匯解釋補充:
1、中性層:桿件彎曲變形時,其縱向線段既不伸長又不縮短的曲面。
2、限力裝置:使用工業工具,如扭力扳手,限力功能指的是工具能夠在達到預設的扭矩值后自動停止加力,防止對件施加過大的力矩,避免損壞工件或影響加工精度。
3、塑性變形:是物體在外力作用下發生變形,當外力去除后,變形完全消失的現象。
4、彈性變形:指物體在受到外部力作用時,在不超過其彈性限度的條件下發生的可逆性變形。當外力作用在物體上時,原子或分子之間的相對位置會發生微小的變化,使得物體整體產生形變。在彈性變形中,物體會在外力作用下發生形變,但當外力去除時,物體會完全恢復到原始形狀和尺寸,不會留下永久性的變形。彈性變形是可逆的,即當外力消失時,物體可以完全恢復到原始狀態,不會留下塑性變形。大多數金屬、橡膠和彈簧等材料在受到相對較小的應力時表現出彈性變形的特性,超過彈性極限后就可能發生塑性變形。
5、壓應力:指作用在物體內部或表面上的力,其方向垂直于物體的內部或表面,即與物體的表面法線方向相反。
6、屈服極限:指材料在受到外力作用時,開始發生塑性變形的應力值。在這個應力值以下,材料的行為是彈性的,即變形后可以完全恢復;而一旦超過這個應力值,材料就會發生永久性的塑性變形,即變形后不能完全恢復。
掃二維碼用手機看
全國銷售熱線:0513-87545076 15190959529
冷凝器、反應釜、各種塔器、蒸發器:13773778255
高效換熱器、塔器、反應釜、儲罐:18795785856
油化成套裝備:15062777738
化工成套裝備:13584740566
工業除塵設備:15371779658
鋼結構工程:18862739697
郵箱:[email protected]

掃碼進入移動端

微信公眾號
Copyright ? 2021 南通賽孚機械設備有限公司 All Rights Reserved 蘇ICP備14056193號
<s id="lelhg"></s>
 0513-87545076
0513-87545076

 更多聯系
更多聯系 